
Office: Lebow 444
Phone: (215) 895-2338
Email (reveal)
Faculty Profile
Welcome to the website for the Layered Solids research group (LSG)! Please explore the site to learn more about our group and our research. This site is updated regularly with new publications, research highlights, awards, accomplishments of our group members, and other news items. Stay current with the latest news for updates within our group. To access our papers, please go to the publications page. Theses of LSG group alumni can be found here.
About MAX Phase and Bulk Layered Solids Research
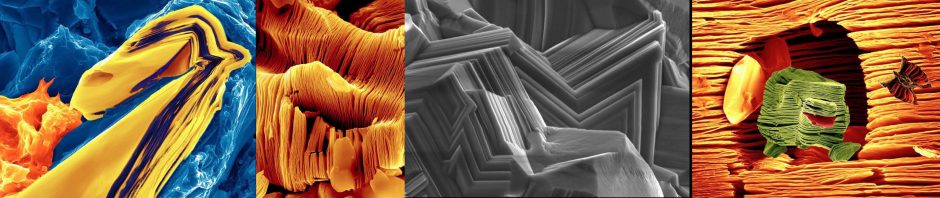
Our research group was the first to fabricate in bulk and fully characterize an important new class of layered machinable ternary carbides and nitrides, now known as MAX phases, that exhibit a unique combination of ceramic and metal properties. Since 1996, when the first paper on the subject was published, Dr. Barsoum and his collaborators have published hundreds of papers on these ternary carbides and nitrides alone including ones in Nature, Science, and Physical Review Letters. The seminal 1996 paper has been cited over 1,500 times. Other topics of interest include the mechanical deformation mechanisms of layered solids in general and the bulk synthesis and characterization of the layered MAX-like transition metal borides (MAB phases).
About MXene Research
In 2011, our research group was the first to synthesize a new family of two-dimensional (2D) transition metal carbides, nitrides, and carbonitrides – called MXenes – via selective etching of the ‘A’ element from MAX phases. We aim to understand the fundamental physics and establish the processing-structure-properties relationships of MXenes. These fascinating materials have been demonstrated to have promising applications, including supercapacitor electrodes, transparent conductive coatings, chemical catalysts, EMI shielding and composite reinforcements, with hundreds of papers already published since their discovery.
Our Team

Our Philosophy
Welcome to the website for the Layered Solids research group (LSG)! Please explore the site to learn more about our group and our research. This site is updated regularly with new publications, research highlights, awards, accomplishments of our group members, and other news items. Stay current with the latest news for updates within our group. To access our papers, please go to the publications page. Theses of LSG group alumni can be found here.